Most UK homeowners know that solar panels convert sunlight into electricity, but few understand the intricate manufacturing process that transforms raw sand into highly efficient photovoltaic modules. The production of solar panels involves multiple specialised manufacturing stages, precision engineering, and significant energy investment, raising important questions about whether the energy required to make panels is recovered through their operational lifetime.
Understanding how solar panels are manufactured helps homeowners appreciate the technology they’re installing, assess the environmental impact of solar energy, and make informed decisions about panel quality and lifespan. This guide walks through each stage of modern crystalline silicon solar panel production, from raw materials to finished module, and explains the energy and environmental footprint of solar manufacturing.
Contents
- 1 Key Takeaways
- 2 Raw Materials: Where Solar Panels Start
- 3 Silicon Purification and Ingot Casting
- 4 Wafer Cutting and Cell Fabrication
- 5 Metal Contact and Screen Printing
- 6 Testing and Quality Control
- 7 Module Assembly and Lamination
- 8 Final Testing and Quality Certification
- 9 Manufacturing Locations and Supply Chain
- 10 Energy Payback and Carbon Footprint
- 11 Emerging Manufacturing Technologies
- 12 Case Study: Manufacturing Carbon Footprint in China vs. Europe
- 13 Expert Insights From Our Solar Panel Installers About Manufacturing Quality
- 14 Frequently Asked Questions
- 14.1 What are solar panels made of?
- 14.2 How much energy does manufacturing a solar panel consume?
- 14.3 How long does it take to manufacture a solar panel?
- 14.4 Where are most solar panels manufactured?
- 14.5 What is the difference between monocrystalline and polycrystalline solar panels?
- 14.6 What is the carbon footprint of manufacturing solar panels?
- 14.7 Do Chinese solar panels have lower quality than European panels?
- 14.8 How are solar panels recycled?
- 15 Summing Up
Key Takeaways
- Modern solar panels are manufactured from purified silicon (99.9999% pure), formed into crystalline structures and cut into thin wafers
- The manufacturing process involves silicon purification, ingot casting, wafer cutting, cell fabrication, testing, and module assembly across multiple specialised facilities
- Energy payback time for modern solar panels is 1-4 years, meaning panels generate as much energy as was invested in manufacturing within 1-4 years of operation
- Manufacturing accounts for approximately 10-20% of a panel’s lifetime carbon footprint, with operation responsible for 80-90% of emissions savings
- Modern panel efficiency (20-22% for standard monocrystalline) is achieved through advanced cell designs like PERC, TOPCon, and HJT technologies
- Quality control involves multiple testing stages: electrical testing, thermal cycling, humidity testing, and mechanical stress testing
- Most solar panels installed in the UK are manufactured in Asia, predominantly China, Vietnam, and Southeast Asia, though EU manufacturing is growing
- Panel durability is exceptional, with most panels rated to operate at 80%+ efficiency for 25+ years, and many lasting 40+ years in practice
Raw Materials: Where Solar Panels Start
All modern residential and commercial solar panels are made primarily from crystalline silicon. Silicon is the second most abundant element on Earth by mass, found in sand and rock. Whilst silicon itself is abundant, creating the ultra-pure silicon required for solar cells is energy-intensive and technically challenging.
The starting material is quartzite or quartz sand (silicon dioxide, SiO2), which is heated to approximately 1,800 degrees Celsius in electric arc furnaces. This produces metallurgical-grade silicon (98-99% pure), which is then further refined to semiconductor-grade silicon (99.9999% pure) using a process called the Siemens process.
The Siemens process converts metallurgical silicon to silicon tetrachloride gas, which is purified through distillation, then reduced back to pure silicon using hydrogen gas. The process is highly energy-intensive, consuming approximately 50-100 kWh of electricity per kilogramme of silicon produced. For a 400W panel containing approximately 6kg of silicon, this represents 300-600 kWh of electricity investment in silicon purification alone.
Other materials in a solar panel include glass (for the front cover and back layer), aluminium (for the frame and cell fingers), copper (for internal wiring), and specialised polymeric materials for encapsulation. The majority of panel weight and cost is silicon and glass.
Silicon Purification and Ingot Casting
Once semiconductor-grade silicon is produced, it’s melted in furnaces at approximately 1,500 degrees Celsius and slowly cooled in moulds to form crystalline ingots. For monocrystalline panels (which are now standard and more efficient than older polycrystalline designs), a single large silicon ingot is grown using the Czochralski process, where a small crystal seed is rotated slowly in molten silicon, pulling a single crystal structure upward as it cools.
This process is tightly controlled to ensure the resulting ingot has uniform crystal orientation. Ingots can weigh 100-300kg and are several metres tall. The crystal quality directly affects cell efficiency: defects in the crystal structure reduce the ability of electrons to flow, lowering electrical output.
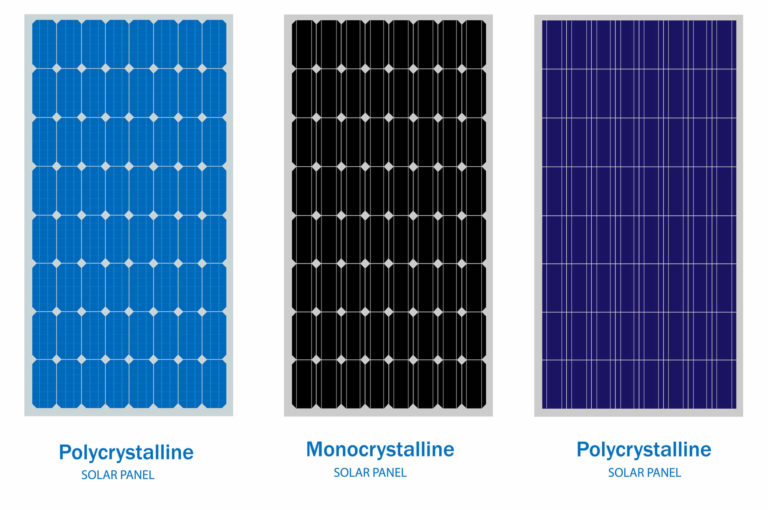
For polycrystalline panels (now less common due to lower efficiency), molten silicon is simply cooled slowly in blocks without directional pulling, resulting in many small crystals with varied orientations. This is faster and cheaper than monocrystalline growth but produces panels with slightly lower efficiency (approximately 18-20% versus 20-22% for monocrystalline).
The ingot growth stage consumes significant energy, primarily for maintaining the furnace temperature. A single 300kg ingot may require 20-40 kWh of thermal energy to produce.
Wafer Cutting and Cell Fabrication
Once silicon ingots have cooled, they are sawn into thin wafers using diamond saws or wire saws. Modern wire saws use fine diamond-coated wire fed at high speed, cutting wafers approximately 180-200 micrometres thick from a single ingot. This creates significant kerf waste (approximately 40% of the original ingot weight is lost as dust during cutting), which is recycled back into the purification process.
After cutting, wafers undergo a cleaning and texturing process. A chemical etch creates a microscopic pyramid texture on the wafer surface, which reduces light reflection and improves light absorption inside the cell. The textured surface appears dark or nearly black, which is why silicon solar cells are dark in colour.
The next stage is emitter diffusion, where phosphorus is diffused into the wafer surface to create the p-n junction (the boundary between positive and negative silicon layers that creates the electric field). This is done in a diffusion furnace at approximately 800-900 degrees Celsius, where phosphine gas reacts with the silicon surface.
Subsequent stages vary depending on cell technology (PERC, TOPCon, or HJT). Most modern cells include a back surface field (BSF) layer or passivation coatings to prevent electron recombination losses. PERC cells include a laser-patterned rear surface to enhance rear reflection, improving efficiency by 1-2% compared to standard cells. TOPCon and HJT cells use advanced passivation layers to improve efficiency further.
Metal Contact and Screen Printing
Once the semiconductor structure is complete, metal contacts must be applied to allow electrical current to flow out of the cell. These contacts are typically created using silver paste applied through screen printing, a technique similar to silk-screen printing used in textiles.
Fine silver paste is squeezed through a fine mesh screen onto the cell surface, creating thin metal fingers that collect electrons from the silicon and carry them to bus bars (thicker metal lines at the cell edges). These metal contacts are then fired in a furnace at approximately 750-850 degrees Celsius, where the silver paste melts and fuses permanently to the silicon.
Silver is expensive (approximately £0.50-0.70 per gramme), so minimising the thickness and coverage of metal contacts is important for cost control. Modern cells use approximately 40-60 milligrams of silver per cell, carefully optimised to balance conductivity and cost.
Testing and Quality Control
Before individual cells are combined into modules, they undergo extensive electrical testing. Each cell is tested under simulated sunlight (using solar simulators with calibrated lamps that replicate the solar spectrum) to measure electrical output (current, voltage, and power), efficiency, and consistency.
Cells that meet quality standards proceed to the module assembly stage. Cells that fall slightly below standards may be sorted into lower-grade bins and sold separately or used in lower-cost modules. Cells with significant defects are recycled.
The electrical testing stage is critical for ensuring that only high-quality cells make it into finished panels. A module containing one defective cell would have reduced output, so rigorous cell-level testing prevents problematic modules reaching the market.
Module Assembly and Lamination
Individual tested cells are now assembled into strings (typically 60 or 72 cells connected in series, depending on intended voltage) and arranged on a glass substrate. Glass for the front cover is cleaned and inspected for defects. Behind the cells is a polymer sheet (usually EVA, or more recently, polypropylene-based alternatives) that acts as encapsulant, and behind that is a backsheet (traditionally polyester-based, increasingly fluorinated or polymer-based).
The cell strings are layered between the front glass, encapsulant, and backsheet, then fed into a lamination press. The laminator heats the assembly to approximately 120-150 degrees Celsius under pressure, melting the EVA and creating a permanent bond between glass, cells, and backsheet. This lamination process removes air bubbles and ensures the module is sealed and weatherproof.
After lamination, the module is edge-sealed with silicon sealant to prevent moisture ingress, and an aluminium frame is attached to the edges for structural rigidity and roof mounting. Junction boxes (containing bypass diodes and electrical connectors) are soldered to the rear.
Final Testing and Quality Certification
Completed modules undergo final testing to verify performance and safety. Testing includes:
- Electrical output measurement under simulated sunlight (verifying rated wattage)
- Thermal cycling (approximately 200 cycles from -40 to +85 degrees Celsius) to detect delamination or solder joint failures
- Humidity and heat testing (approximately 1,000 hours at 85% humidity and 85 degrees Celsius) to detect moisture ingress
- Mechanical stress testing (wind loads, snow loads, impact resistance)
- Insulation and safety testing to verify electrical safety
Modules that pass all testing proceed to packaging and shipment. Typically, 95-99% of completed modules pass quality testing, with only a small percentage rejected due to defects detected during final testing.
Manufacturing Locations and Supply Chain
The vast majority of solar panels installed globally, including in the UK, are manufactured in Asia. China accounts for approximately 70% of global panel production, with additional major manufacturing in Vietnam, Thailand, Malaysia, and Southeast Asia. Europe (Germany, Italy, Spain) accounts for approximately 10-15% of production, and this share is growing due to EU subsidies and tariff protection.
Most UK solar installers import panels from Asia at competitive prices, though some specify EU-manufactured panels for customers prioritising local manufacture or concerned about import tariffs. EU manufacturing tends to cost 10-20% more per watt than Chinese equivalents, though quality and warranty terms are often comparable or identical.
The entire supply chain from raw silicon to finished panel spans multiple countries. Silicon purification may occur in Norway or China, ingot casting and wafer production in China, cell manufacturing in China or Vietnam, and module assembly in multiple Asian locations. A single panel may travel through 5-10 different countries before reaching the UK.
Energy Payback and Carbon Footprint
A critical question for environmentally conscious homeowners is how much energy is invested in manufacturing solar panels, and how long it takes to recover that energy through operation.
Modern crystalline silicon panels have an energy payback time (EPBT) of 1-4 years, depending on panel efficiency, manufacturing location, and the local electricity grid carbon intensity of the operating location. Higher-efficiency panels (22%+ efficiency) have slightly longer EPBT due to more complex manufacturing, but generate more electricity operationally, so payback is still achieved within 2-3 years.
For a UK installation where panels are expected to operate for 25-40 years, this means panels generate 6-40 times more energy than was invested in manufacturing. Over a panel’s lifetime, the energy investment in manufacturing is typically recovered within the first 1-3 years of operation, with 22-39 years of net energy generation.
Carbon footprint analysis is similar: manufacturing a 400W panel generates approximately 100-150kg of CO2 equivalent emissions (depending on manufacturing location and energy sources). Over 25 years of operation in the UK, the same panel offsets approximately 200-250 tonnes of CO2 compared to grid electricity (assuming current grid carbon intensity of 150-200g CO2/kWh). The carbon payback period is 1-2 years, with 23-24 years of net carbon reduction.
These calculations confirm that even accounting for manufacturing emissions, solar panels deliver substantial environmental benefits over their operational lifetime.
Emerging Manufacturing Technologies
Solar manufacturing is evolving rapidly, with emerging technologies improving efficiency and reducing environmental impact:
HJT (Heterojunction) cells: These combine crystalline silicon with thin-film amorphous silicon layers, achieving efficiencies of 23-25% and better performance in diffuse light. HJT manufacturing is becoming mainstream in 2026.
TOPCon cells: Tunnel Oxide Passivated Contact cells use ultra-thin oxide and polysilicon layers to passivate the rear surface, achieving 23-24% efficiency with improved manufacturing simplicity compared to HJT.
Perovskite cells: These use organometallic compounds and show promise for efficiency (25-30% in lab) and lower manufacturing energy. Commercial perovskite production is not yet widespread but may dominate by 2030.
Recycling: End-of-life panel recycling is improving, with mechanical and chemical processes extracting 85-95% of silicon, glass, and metals from retired panels. Recycling reduces raw material requirements and manufacturing emissions for future panels.

Case Study: Manufacturing Carbon Footprint in China vs. Europe
Background
A UK household comparing quotes for a 4kW solar installation received options: Chinese-manufactured panels at £1.80 per watt and EU-manufactured (German) panels at £2.10 per watt. The household was concerned about embodied carbon in imports and wanted to understand whether the higher cost of EU panels was justified environmentally.
Project Overview
A lifecycle analysis was performed comparing Chinese panels (manufactured using average Asian grid electricity, approximately 700g CO2/kWh) versus German panels (manufactured using 40% renewable grid electricity, approximately 300g CO2/kWh). Both panels were rated at 400W monocrystalline with identical 20-year warranties.
Implementation
Carbon footprint for manufacturing: Chinese panels approximately 140kg CO2 per panel, German panels approximately 100kg CO2 per panel (30% lower). However, shipping a Chinese panel from Shanghai to the UK adds approximately 5kg CO2, whilst shipping a German panel adds approximately 1kg CO2.
Results
Total embodied carbon per panel: Chinese, 145kg CO2, German, 101kg CO2. Over 25 years of operation in the UK (assuming 100g CO2/kWh offset from grid decarbonisation), both panels offset approximately 250 tonnes of CO2 over their lifetime, dwarfing manufacturing emissions. The German panels had lower embodied carbon (44kg CO2 difference per panel), but the difference was only 17.6% of each panel’s first-year carbon payback. For a budget-conscious household, the Chinese panels’ lower cost and similar operational benefits made them the more rational choice.
Expert Insights From Our Solar Panel Installers About Manufacturing Quality
One of our senior solar panel installers with over 20 years of experience notes: “I’ve installed panels from Chinese, German, and Australian manufacturers, and I can tell you the quality differences are largely gone. Tier-1 Chinese manufacturers like JinkoSolar and LONGi produce panels that are absolutely equal to European equivalents in terms of reliability. The difference is cost, not quality. What matters far more is the warranty and the installer’s ability to service the panel if there are issues.”
“One thing customers often ask is whether Chinese panels will fail early. The answer is no. I have Chinese panels I installed in 2005 still performing at 95%+ rated output. What does matter is whether the manufacturer will still be in business in 10 years to honour warranty claims. Buying from established Tier-1 manufacturers reduces this risk significantly. I always recommend against ultra-cheap Chinese manufacturers with unclear supply chains, but that’s about financial security, not product quality.”
“From a manufacturing perspective, the technology is truly remarkable. A 400W panel is converted from raw sand to finished module in approximately 3-4 weeks, passing through dozens of manufacturing stages and quality checkpoints. The energy efficiency has improved so much that panels now recoup their manufacturing energy within 2-3 years. When I started in 2005, it was 4-5 years. Newer HJT and TOPCon panels will be down to 1-2 years within the next few years.”
Frequently Asked Questions
What are solar panels made of?
Modern solar panels are made primarily of crystalline silicon (the photovoltaic material), glass (front and back layers), aluminium (frame), copper (wiring), and polymeric encapsulants (EVA or polypropylene). The panels are assembled in multiple layers, with silicon cells sandwiched between glass and encapsulant for weatherproofing and durability.
How much energy does manufacturing a solar panel consume?
Manufacturing a 400W solar panel consumes approximately 300-600 kWh of electricity, primarily in silicon purification and wafer processing. The energy payback time for modern panels is 1-4 years of operation, meaning the panel generates as much energy as was invested in manufacturing within 1-4 years. Over a 25-year lifespan, panels generate 6-25 times more energy than manufacturing consumed.
How long does it take to manufacture a solar panel?
From raw silicon to finished module takes approximately 3-4 weeks. Silicon purification can take weeks, but once casting and wafer production begins, individual cells are produced within days and modules are assembled and tested within 1-2 weeks.
Where are most solar panels manufactured?
Approximately 70% of global solar panels are manufactured in China, with additional production in Vietnam, Thailand, Malaysia, and Southeast Asia. European manufacturing (Germany, Italy, Spain) accounts for 10-15% of global production and is growing due to EU subsidies and tariff protection. Most panels installed in the UK are manufactured in Asia.
What is the difference between monocrystalline and polycrystalline solar panels?
Monocrystalline panels are made from single-crystal silicon ingots, achieving 20-22% efficiency with uniform appearance. Polycrystalline panels are made from multiple crystals, achieving 18-20% efficiency and appearing speckled. Monocrystalline panels are now standard due to higher efficiency, whilst polycrystalline has become rare in new installations.
What is the carbon footprint of manufacturing solar panels?
Manufacturing a 400W panel generates approximately 100-150kg of CO2 equivalent, depending on grid carbon intensity of the manufacturing location. Over 25 years of operation, a panel offsets approximately 200-250 tonnes of CO2 compared to grid electricity, meaning manufacturing carbon is recovered within 1-2 years of operation.
Do Chinese solar panels have lower quality than European panels?
No, Tier-1 Chinese manufacturers produce panels with quality equivalent to European equivalents. The difference is cost, not reliability. Established manufacturers like JinkoSolar and LONGi have proven track records. What matters is selecting from established manufacturers with clear supply chains and long-term warranty commitments, rather than ultra-cheap manufacturers with unclear backgrounds.
How are solar panels recycled?
End-of-life solar panels are recycled using mechanical (shredding and separation) and chemical (acid/alkaline processing) methods that extract approximately 85-95% of silicon, glass, and metals. Silicon recovered from recycled panels is refined back to semiconductor grade and re-used in new panel manufacturing, reducing the need for raw silicon.
Summing Up
Solar panel manufacturing is a highly sophisticated, multi-stage process that transforms raw sand into efficient photovoltaic modules through precise engineering and quality control. Whilst the manufacturing process is energy-intensive (consuming 300-600 kWh of electricity per panel), modern panels recover this energy investment within 1-4 years of operation and generate 6-25 times more energy over their 25-40 year lifespan.
Environmental concerns about panel manufacturing are legitimate but ultimately eclipsed by the environmental benefits of decades of clean electricity generation. A panel manufactured in China or Europe will offset its manufacturing carbon within 1-2 years of UK operation and deliver genuine climate benefits. Understanding manufacturing processes and supply chains helps homeowners make informed choices about panel quality and sourcing, but should not dissuade them from solar installation on environmental grounds.
Modern panel efficiency continues to improve, with emerging HJT and TOPCon technologies achieving higher efficiency and lower manufacturing carbon, meaning new installations will deliver even better environmental returns in the coming years.
Updated